Product - Overview
We manufacture high quality Carbide, HSS, PCD, CBN, CVD, and Ceramic Cutting Tools for you. Whether disposable or reusable - all products comply with the applicable requirements of current DIN EN ISO 9001 and convince with their heat resistance, precision and stability.
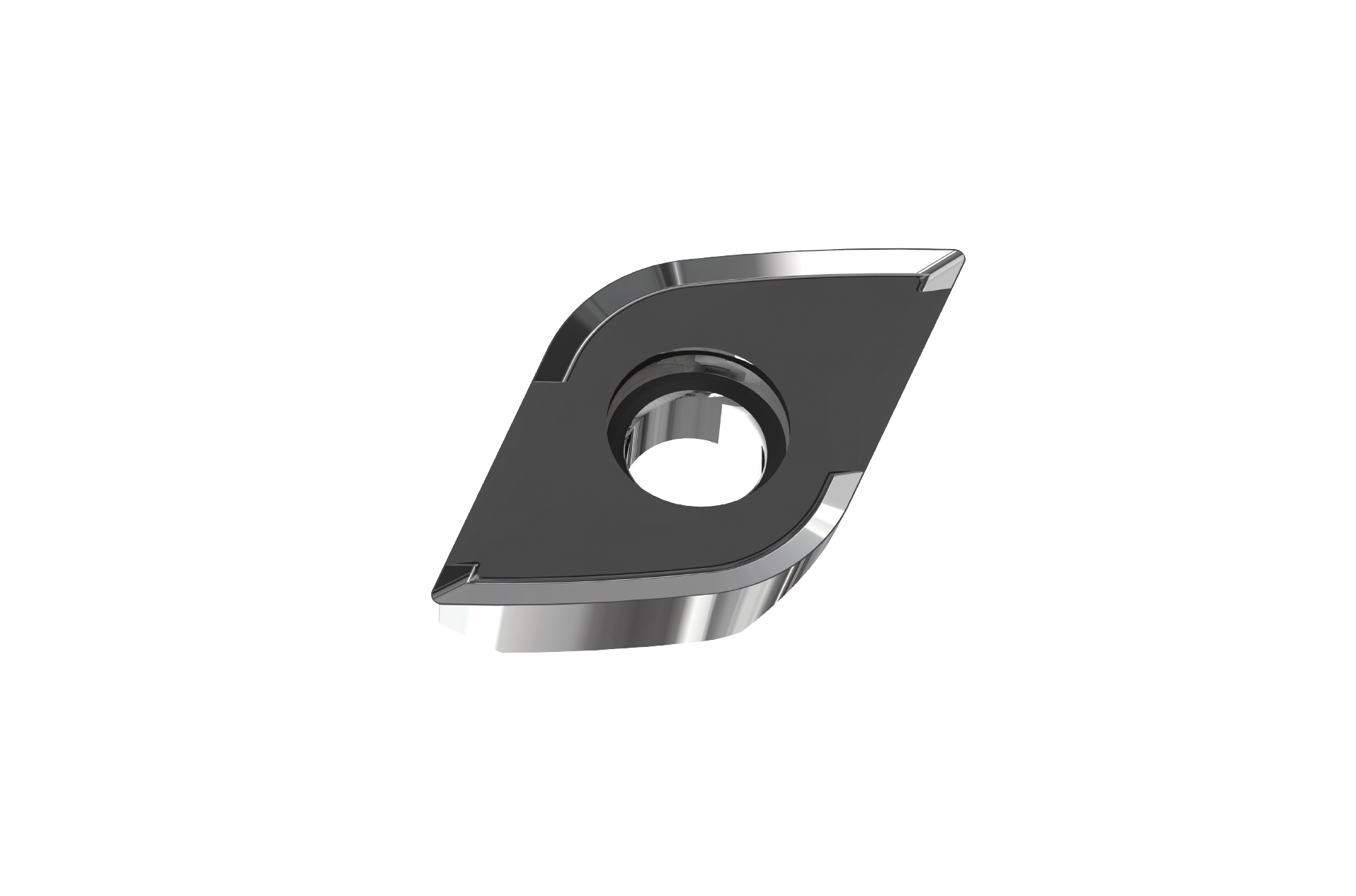
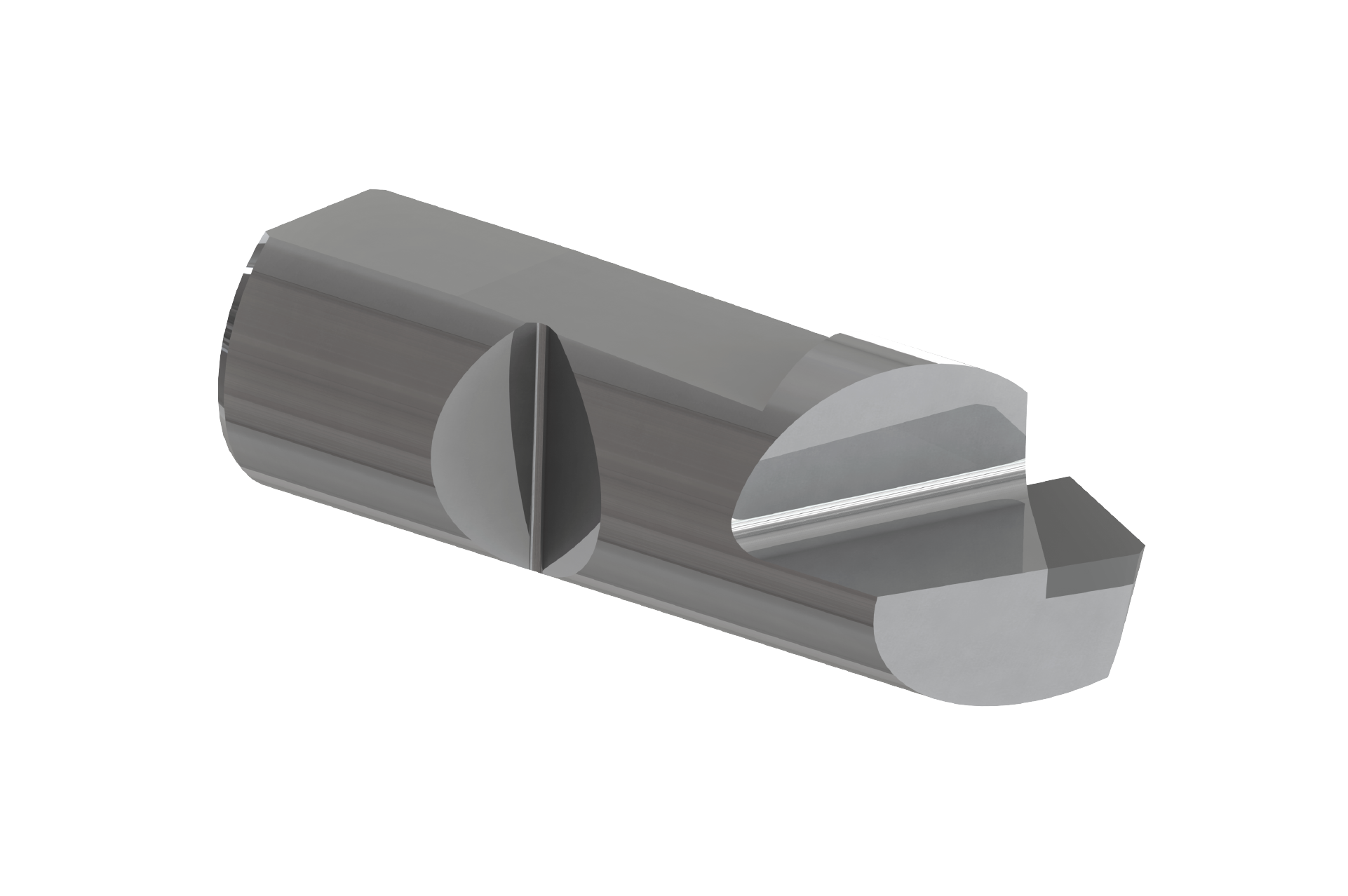
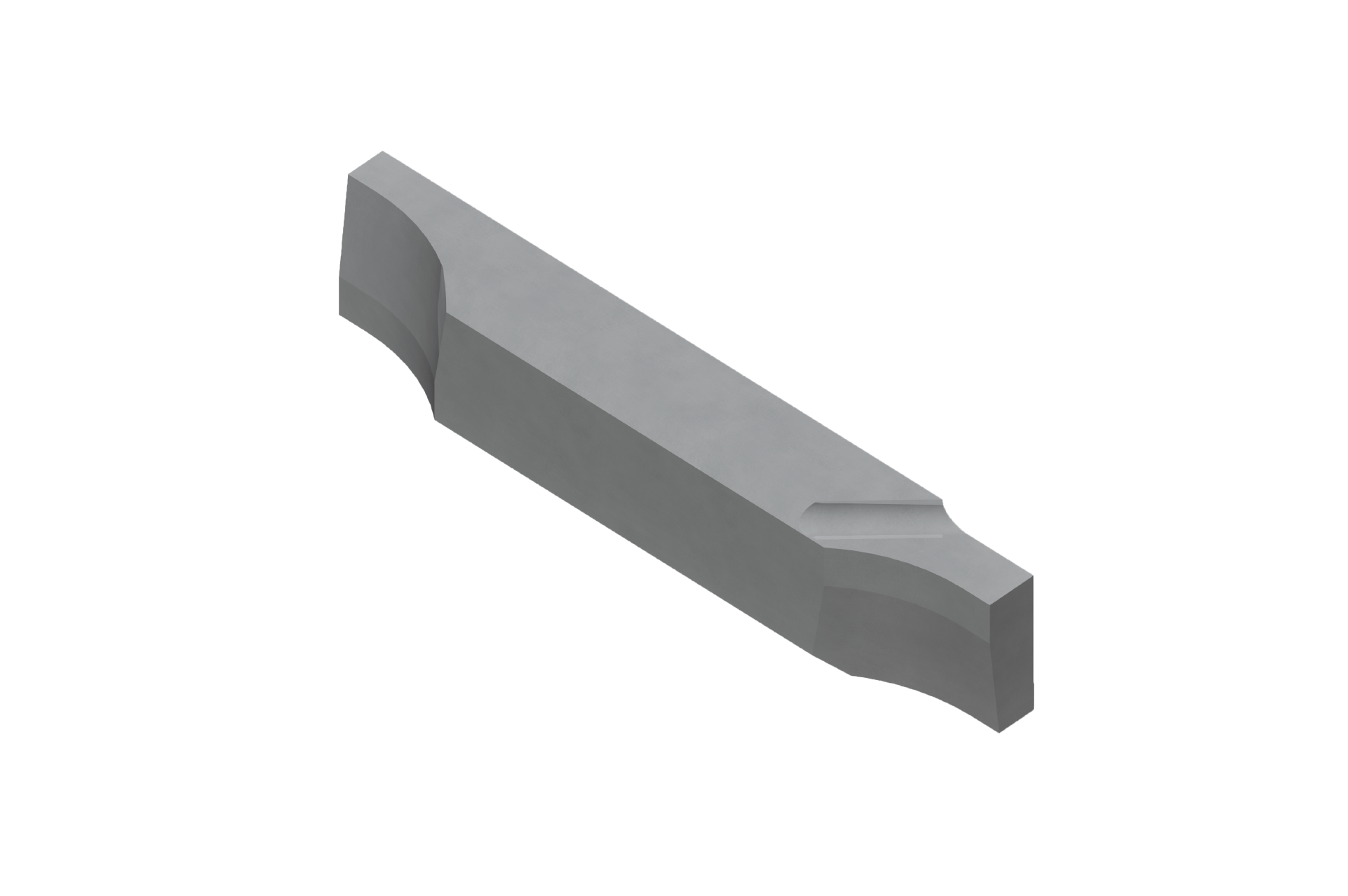
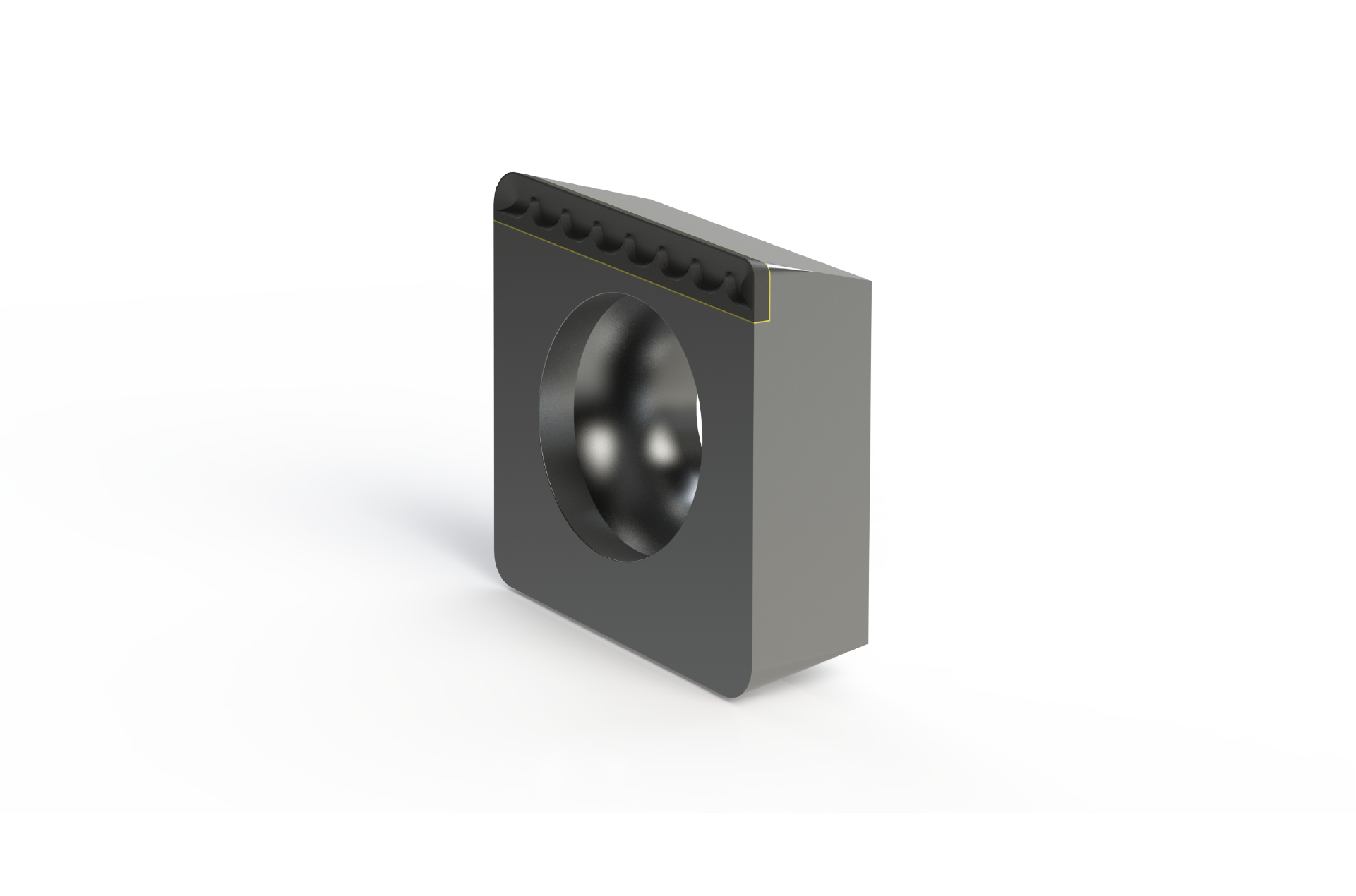
The following geometries are exemplary: